جوش بریزینگ چیست؟

آماده سازی سطوح برای فرایند بریزینگ
قبل از انجام فرایند جوش بریزینگ ، آماده سازی صحیح سطوح از اهمیت ویژه ای برخوردار است. این مرحله تضمین میکند که اتصال نهایی قوی و بادوام خواهد بود. آماده سازی سطوح شامل چند مرحله کلیدی است:


 زیر 90000 دلار، در اینجا سطح اصلی بعدی است")

- تمیز کردن: ابتدا باید هرگونه آلودگی، چربی، زنگ زدگی یا باقیمانده مواد قبلی را از سطح قطعات حذف کرد. این کار را می توان با استفاده از محلول های شیمیایی خاص، سنباده زنی یا روشهای مکانیکی دیگر انجام داد.
- شکل دهی: در برخی موارد نیاز است که شکل قطعات اندکی تغییر کند تا به درستی با یکدیگر جفت شوند. این کار شامل برش، خم کردن یا سوراخ کردن قطعات میشود.
- ایجاد زبری سطح: زبر کردن سطح میتواند به چسبیدن جوش بریزینگ به سطح قطعه کمک کند.
- پوشش دهی: اِعمال یک پوشش نازک روی برخی سطوح برای بهبود چسبندگی یا مقاومت در برابر خوردگی توصیه میشود. این پوشش میتواند یک ماده شیمیایی خاص یا یک لایه نازک از دیگر فلزات باشد.
بریزینگ سخت
بریزینگ سخت یک فرایند اتصال فلزات است که برای فلزاتی با نقطه ذوب بالا و مقاومت در برابر حرارت طراحی شده است. این فرایند برای اتصال فلزاتی مانند استیل ضد زنگ، آلیاژهای نیکل و تیتانیوم که در شرایط سخت و دمای بالا مورد استفاده قرار میگیرند، ایدهآل است. برای جوش بریزینگ سخت، از یک فلز پرکننده با نقطه ذوب بالا، معمولاً بالای ۴۵۰ درجه سانتیگراد، استفاده میشود. این فلز پرکننده باید با فلزات پایه که قرار است متصل شوند، سازگار باشد. برخی از فلزات پرکننده رایج در این فرایند شامل مس، نیکل و نقره است.
فرایند جوش بریزینگ سخت نیاز به تجهیزات و مهارتهای تخصصی دارد. قطعات باید در کورههای کنترل شده با دمای بسیار بالا قرار گیرند تا ذوب شوند، بین دو قطعه قرار گیرند و پس از تبدیل شدن به جامد، فضای دو قطعه را پر کنند. چنین اتصالی به هیچ عنوان امکان گسست و شکست نخواهد داشت.
همچنین باید از ابزارهای دقیق برای اعمال فشار مناسب بر روی قطعات در طول فرایند اطمینان حاصل کرد. این فرایند برای طیف وسیعی از صنایع ایدهآل است، از جمله صنایع هوافضا، نظامی و پردازش شیمیایی. به عنوان مثال در ساخت موتورهای جت و قطعات مقاوم در برابر حرارت که در راکتها و فضاپیماها استفاده میشوند، کاربرد دارد.
علوه بر این در اتصال قطعات در تجهیزات صنعتی که در معرض دمای بسیار بالا و شرایط خورنده هستند، از جوش بریزینگ سخت استفاده میشود، چراکه چنین اتصالی یک فرایند بسیار قابل اعتماد و بادوام برای چفت کردن فلزات مقاوم است. با استفاده از فلزات پرکننده مناسب و تکنیکهای پیشرفته، میتوان اتصالاتی با مقاومت و دوام بالا ایجاد کرد که در سختترین شرایط عملکرد قابل اطمینانی ارائه دهند.
بریزینگ نرم
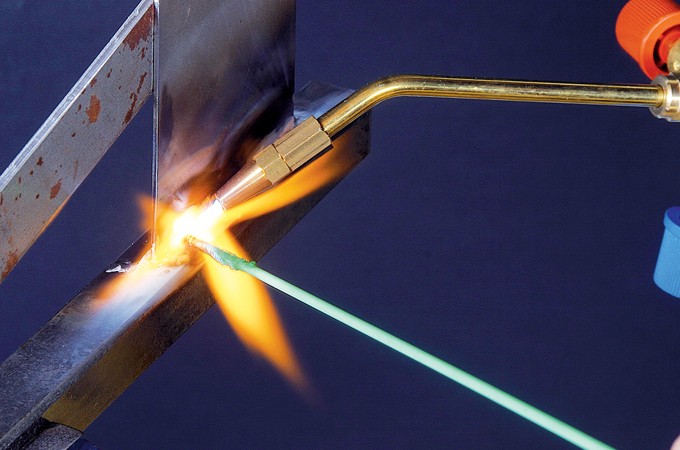
بریزینگ نرم روشی تخصصی در لحیمکاری است که برای اتصال فلزاتی به کار میرود که به انعطافپذیری نیاز دارند. این فرایند معمولاً در صنایع هوافضا، خودروسازی و ساخت قطعات مکانیکی پیشرفته مورد استفاده قرار میگیرد. در جوش بریزینگ نرم از فلزات پرکنندهای استفاده میشود که نقطه ذوب پایینتری نسبت به فلزات پایه دارند و نقطه ذوب آنها زیر ۴۵۰ درجه سانتیگراد است. این فلزات پرکننده، معمولاً آلیاژهایی بر پایه سرب، قلع یا روی هستند که در دمای پایینتری ذوب میشوند و به همین دلیل، فرایند بریزینگ نرم را میتوان با استفاده از مشعلهای دستی، حمام ذوب یا حتی قلعپاش انجام داد. یکی از مزایای اصلی بریزینگ نرم، توانایی ایجاد اتصالاتی با انعطافپذیری بالا است.
دمای مناسب در فرایند بریزینگ
دمای مناسب برای فرایند جوش بریزینگ به چند فاکتور کلیدی بستگی دارد که شامل:
نوع آلیاژ پرکننده
قطعاتی که قرار است متصل شوند
و طراحی اتصال
میشود. هر کدام از این فاکتورها نقش مهمی در تعیین دمای مناسب ایفا میکنند. آلیاژهای بریزینگ در طیف گستردهای از ترکیبات شیمیایی وجود دارند که هر کدام دمای ذوب مخصوص به خود را دارند. مثلا آلیاژهای بریزینگ بر پایه نقره دمای ذوب پایینتری نسبت به آلیاژهای بریزینگ بر پایه مس دارند.
فاکتور دیگر قطعاتی هستند که باید متصل شوند. فلزات دارای نقطه ذوب و مقاومت حرارتی متفاوتی هستند. دمای فرایند جوش بریزینگ باید بالاتر از دمای ذوب پرکننده اما پایینتر از نقطه ذوب قطعات انتخاب شود. در غیر این صورت ممکن است قطعات آسیب ببینند یا تغییر شکل دهند.
نکته آخر اینکه طراحی اتصال نیز بر دمای فرایند بریزینگ تاثیرگذار است. اتصالات پیچیده و سخت، نیاز به دمای بالاتر و زمان طولانیتری برای اطمینان از توزیع یکنواخت حرارت و ذوب مناسب آلیاژ بریزینگ دارند. در مقابل اتصالات ساده و نرم، نیاز به دمای پایینتری خواهند داشت.
منبع: شرکت یارا مبدل – سازنده مبدل حرارتی